
 登录
登录8种常见的树脂3D打印失败情况及解决方法
标签: 光固化3d打印 树脂3d打印 树脂3d打印优缺点
发布时间:2023-02-01
树脂3D打印比许多其他3D打印技术更复杂。 这是由于3D打印过程中涉及许多不同的因素。 在本文中,我们解释了最常见的树脂3D打印缺陷以及如何解决这些缺陷。

最常见的3D打印失败以及如何解决它们
1、构建板粘附失败
最常见的问题之一是零件根本不粘在构建板上。 甚至没有一层薄薄的塑料附着在构建板上。 在这里,您必须检查粘在构建板底部的部件的厚度/大小。 如果您的胶片底部没有固化部分,则可能是镜子/ DLP模块/ LCD屏幕的光源有问题。 值得重置3D打印机并进行曝光测试。 如果不亮,请联系硬件制造商。
如果您的 STL 文件的第一部分位于树脂槽中,则通常意味着该部分在构建过程中从构建板上分层。 在这种情况下,您可以将底部曝光时间增加 10-20%,并且通常是固定的。
第三种也是最常见的情况是构建板上没有任何东西,树脂槽底部有几毫米的固化树脂。 这通常意味着第一层没有很好地粘在构建板上并立即失效。 在查看设置之前,请尽可能重新校准您的构建板。 校准不当的构建板总是会导致粘附问题。 有几种方法可以解决此问题:
– 重新校准您的构建板
– 增加底层曝光时间
- 增加底层数量
- 增加底层电梯前的等待时间
– 降低底层的提升速度和收回速度
所有这些修改都将有助于增强对构建板的附着力并减少失败的机会。
2) 常规层从底层分层
大多数参数的设置方式可以让您控制底层和常规层的曝光时间。 底层的曝光时间更长,以获得对构建板的良好附着力。 有时常客很难坚持底层。 这可以通过以下几种方式解决:
– 减少底层的曝光时间。 (不要减少太多以免发生粘合失败)
- 增加常规层的曝光时间
– 增加电梯前的等待时间
– 降低提升速度和收回速度
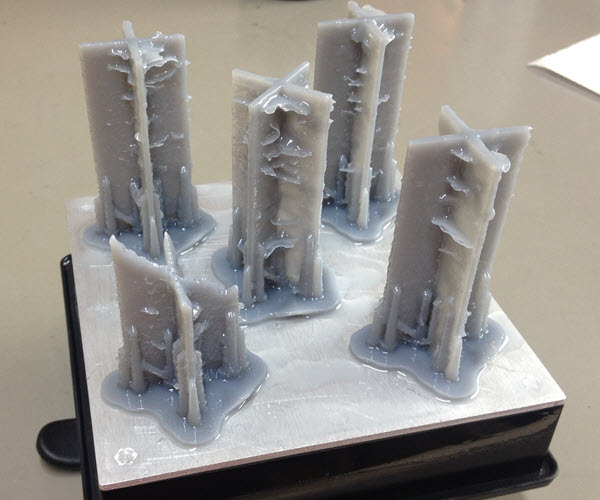
3)随机支持失败
大多数零件需要打印在支架上。 支撑失效发生在支撑尖端(见下一点)或在支撑结构中随机发生。 当它随机发生时,有几种方法可以解决此问题:
- 增加常规层的曝光时间
– 增加电梯前的等待时间
– 降低提升速度和收回速度
– 增加支撑厚度
4) 支持失败提示
有时支撑打印得很好,但缺少部分。 在大多数情况下,此故障发生在支持提示处。 有几种方法可以解决此问题:
– 增加支撑厚度
– 增加支撑尖端厚度
– 增加支撑交叉点
– 增加电梯前的等待时间
– 降低提升速度和收回速度
5) 随机零件故障
当一个部件随机出现故障时,这意味着一切都打印得很好,突然该部件开始在本地出现故障。 可能有几个原因和不同的方法来解决这个问题:
- 增加常规层的曝光时间
– 增加电梯前的等待时间
– 降低提升速度和收回速度
– 增加支撑厚度
6)随机孔
零件中可能存在随机孔的三个主要原因是:
– 部分曝光不足。 增加常规层的曝光时间
– 壁厚太低。 如果可能,增加设计的壁厚
– 零件有(部分)空心区域,没有排水孔。 要么添加一个排水孔,要么将部件放在支架上,要么显着降低打印速度,以便可以缓慢释放压力。
7)“严重的缺陷”
粗糙的缺陷很容易被发现,因为零件上都有薄薄的半固化树脂层。 有时甚至会导致零件失效。 这通常是由于层没有正确地相互粘连造成的。 在构建板移动期间,层可以移动一点并粘在零件上。 有几种方法可以解决这个问题:
- 增加常规层的曝光时间
– 增加电梯前的等待时间
– 降低提升速度和收回速度
– 增加支撑厚度
8) 零件中可见的极端线条
打印中的极端线条可能是由设置或硬件引起的。 确保构建平台水平,并检查 Z 轴是否没有摆动。 如果这不是原因,则以下设置可能会导致极端层线:
– 过度固化零件。 检查零件是否过度固化,如果是,减少常规层的曝光时间
– 增加电梯前的等待时间
– 降低提升速度和收回速度
以上即是8种常见的树脂3D打印失败情况及解决方法,用光固化树脂打印的小伙伴可以学习收藏了。
相关资源
-
 光固化3D打印光敏树脂保存与固化
2024-03-12
光固化3D打印光敏树脂保存与固化
2024-03-12
-
科普知识:光固化3d打印机的原理
2023-11-28
-
提升树脂3D打印速度的7个小技巧
2023-08-30
-
如何增强光固化3D打印模型强度
2023-03-24
-
光固化DLP/LCD 3D打印精度为什么会失真
2023-03-24
-
光固化3D打印XY轴分辨率精度知识科普
2023-03-24
-
层厚对于光固化3D打印的影响
2023-03-21
-
干货|光固化3D打印光敏树脂保存与固化指南
2023-03-14
-
在使用光固化3D打印手办时,都有哪些注意事项
2023-03-14
-
树脂打印需要怎样的后期处理
2021-10-22
相关模型推荐
-


蒙面战士
1105
2
3
-


流浪地球-MOSS-550W
4193
41
123
-

卡通蜗牛
655
1
3
-

凯特琳
1125
9
4

