
 登录
登录提高SLA/DLP/LCD 3D打印质量参数技巧
标签: 3d打印技巧 3d切片软件 3d打印质量参数技巧
发布时间:2023-03-14
光固化(SLA/DLP/LCD)3D打印是市场上最普遍的3D打印技术之一,可以创建具有极高质量的原型,具有精细的特征(薄壁,尖角等)和复杂的几何形状。虽然光固化的优势在这里,但因为不太熟悉切片、打印技巧等,也可能导致3D打印的模型非常粗糙。其实,3D打印的质量和设备、材料及切片都有很大的关系,我们完全可以通过调整下面几个小参数来改善3D打印质量。
层厚(mm)
顾名思义,层厚是指模型固化时每一层的厚度。层厚不仅影响打印速度(打印时间),还影响打印质量。打印一个模型总的层数决定了模型打印速度,以及所需要的打印时间。层厚越薄,固定高度就会被切成更多层,导致打印时间更长。但相对地,层厚越薄,打印质量越高,模型表面更加平滑,Z轴垂直方向的细节呈现更加清晰。
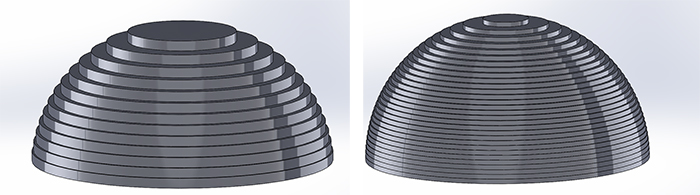
一般来说,3D打印机的技术有别,他们能够打印的层厚区间也略有不同,有的打印机可以打印出更薄的层厚。层厚以毫米(mm)为单位,当然也可以用微米(µm)作为单位。通常光固化(SLA/DLP/LCD)3D打印机可以打印的最小层厚是25µm (0.025mm),最大为100 µm (0.1mm)。根据打印机的实际情况,可以在CHITUBOX里调整这一参数。如果不知道设置哪个数据比较合适,建议可以从50 μm (0.05mm)着手,这也是CHITUBOX的默认层厚。
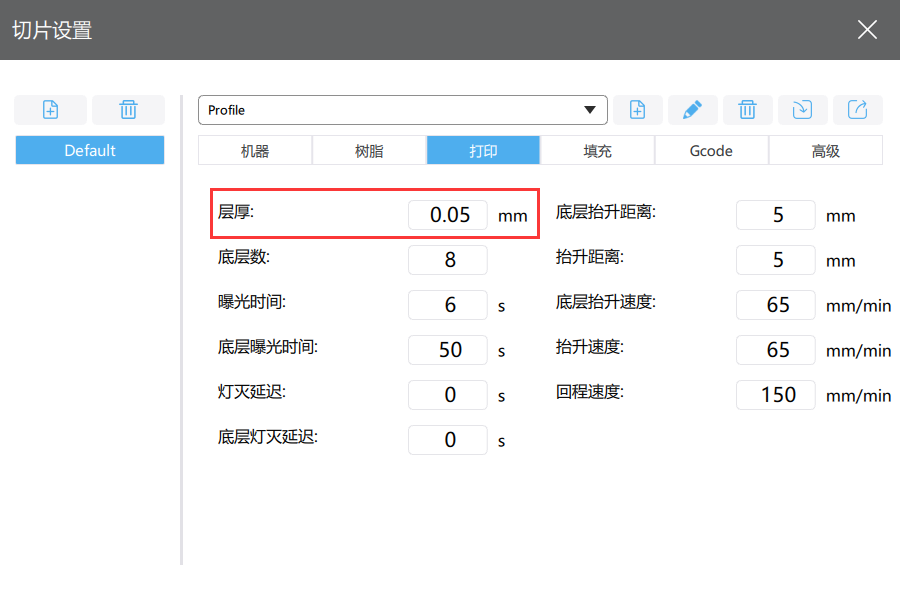
曝光时间(s)
树脂3D打印质量同样受光源强度以及固化/曝光时间影响。曝光时间是指打印时每层所需的光源曝光时长。不同的树脂,固化所需时长往往有很大不同。
CHITUBOX默认的曝光时间是6秒。对于很多树脂来说,这个曝光时间是可以的。当然也需要根据树脂特性来调整这项参数。
对于底层曝光时间,建议是正常曝光时间的8-12倍。CHITUBOX默认的底层曝光时间是50秒。如果底筏无法粘在成型平台上,就需要增加底层曝光时间。一般来说,底层曝光时间越长,底筏粘在成型平台上就越牢固。
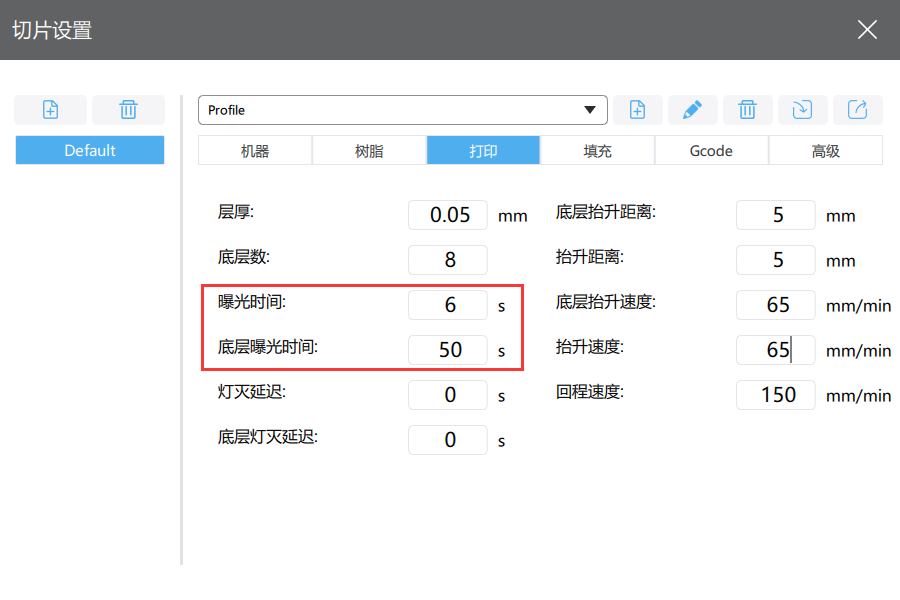
抬升速度(mm/min)
抬升速度是指打印层面时,成型平台从料槽抬升的速度。如果抬升速度太快,因为成型平台和料槽底部离型膜之间的拉力,模型就可能被拉断,支撑也有可能被破坏。但是如果速度过低,打印时长就会增加。CHITUBOX的默认抬升速度是65 mm/min。当调整抬升速度时,需要同时兼顾打印质量以及打印时间。
模型摆放
模型的摆放位置不同,对于打印质量也有很大的影响。模型结构从较小的横截面积突增成较大的横截面会导致层面间剧烈的体积变化,而层面之间树脂体积的剧变又会导致固化层面的不均匀收缩。
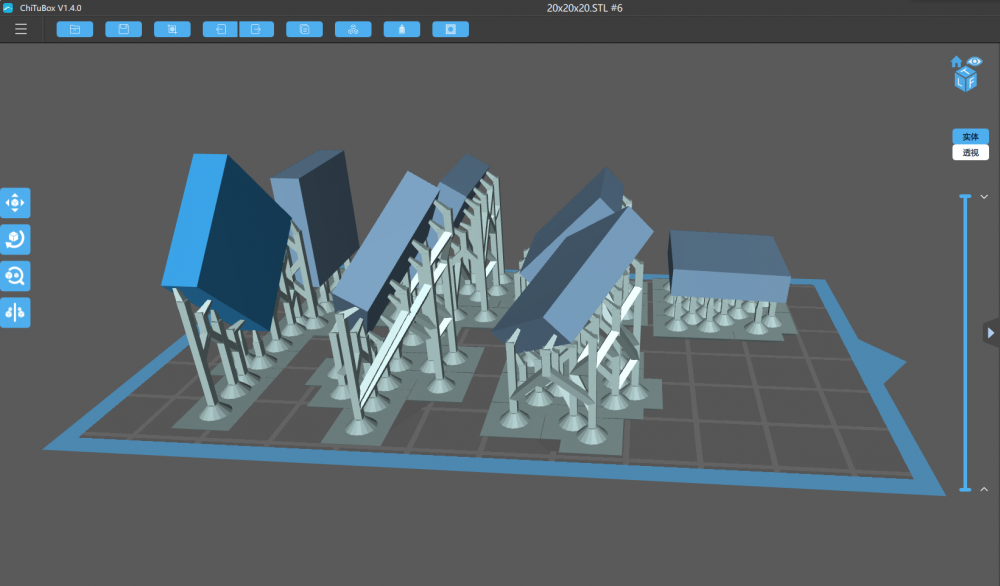
模型结构的剧变不光影响模型完整性,还同样会导致模型表面出现层纹。此外,因为打印过程中Z轴的抬升,模型摆放不同也会直接影响表面质量。
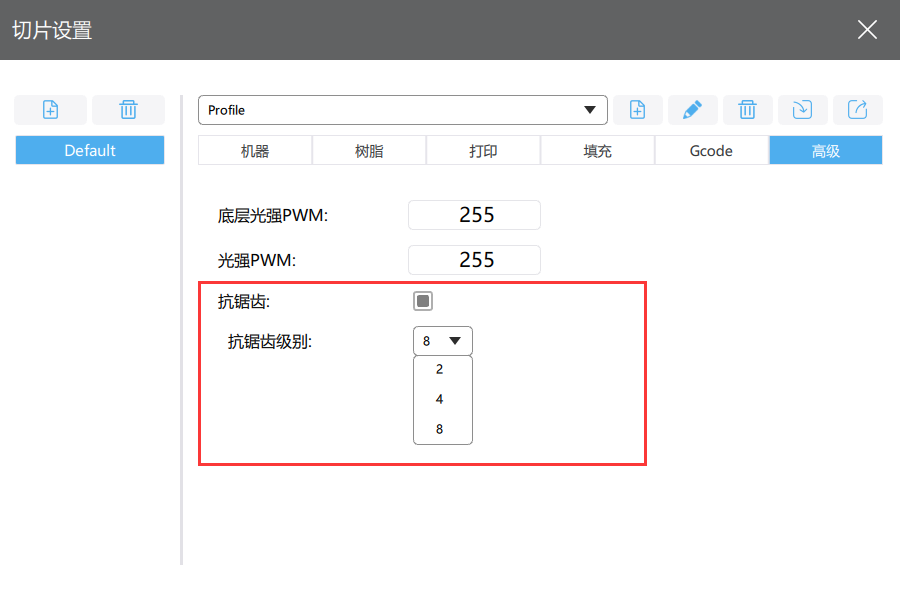
抗锯齿
锯齿是显示器输出的画面中图物边缘出现凹凸锯齿的技术,这些凹凸的锯齿通常因为高分辨率的信号以低分辨率表示或无法准确运算出3D图形坐标定位时所导致的图形混叠而产生的。在3D打印时,抗锯齿通过减少3D模型表面线条和垂直伪影,使得模型表面更加平滑。
当然,提升3D打印质量远远不止以上几个方面,光是支撑一个部分,就能讲好几个篇章。但是,通过CHITUBOX简单地调整这几个参数,或多或少就能提升树脂3D打印质量,让光固化(SLA/DLP/LCD)3D打印呈现出它本应有的高质量。以上就是小编整理的提高SLA/DLP/LCD 3D打印质量参数的几个小技巧。
相关资源
-
 干货|光固化3D打印光敏树脂保存与固化指南
2023-03-14
干货|光固化3D打印光敏树脂保存与固化指南
2023-03-14
-
制作微缩模型选择什么3D打印材料比较好
2021-09-26
-
3D打印可穿戴设备时需要考虑的5件事
2022-04-08
-
零基础玩转3D打印(一),手把手教你3D打印机如何选购,打印
2021-09-28
-
新手入门喷涂油性漆学习教程
2022-07-20
-
VR知识大科普:了解虚拟现实
2022-11-25
-
手办是什么,手办是什么东西?
2022-10-26
-
2023年国内15个买手办的网站及App推荐
2023-10-18
-
新手GK手办手涂上色入门详解
2022-04-01
-
如何增强光固化3D打印模型强度
2023-03-24
相关模型推荐
-

派大星
1608
7
9
-


《魔法使的新娘》艾利亚斯与智世
1405
11
2
-

生化危机 艾达王 穿鞋子
1249
18
11
-

圣斗士星矢 星矢和天马 初代版天马圣衣
1969
28
24

